
Сварка стальных строительных конструкций
Первые металлические конструкции выполнялись с помощью клепки. Инженером Шуховым Б.Г в 1883 году в г. Баку был предложен первый цилиндрический резервуар для нефтепромыслов. Далее им были созданы перекрытия зданий Нижегородской выставки, ГУМа в Москве, мартеновских цехов, мостов и др.
Началом применения сварки в строительстве является 1920 год, когда в г. Владивостоке была сварена строительная ферма длиной
В начале 30-х годов стали проводиться планомерные научно-исследовательские работы в области сварки строительных конструкций. Были разработаны конструкции сварных ферм, колонн, подкрановых балок и др. В 30…40-х годах были разработаны и построены сварные каркасы зданий мартеновских и конверторных цехов (Новокузнецкий, Магнитогорский и Макеевский металлические комбинаты, завод «Азовсталь» и др.)
В
Первые стальные резервуары емкостью
В
С
Стальные конструкции по условиям работы делятся на 4 группы:
1 — работающие в особо тяжелых условиях (подкрановые балки, эстакады, опоры транспортных средств,…);
2 — работающие при статических нагрузках (фермы, балки перекрытий, опоры,…);
3 — вспомогательные конструкции (трапы, площадки, ограждения,…).
В зависимости от этих групп и климатических зон выбираются материалы (марки сталей, флюсы, электроды, …) и режимы наплавки.
Сварные конструкции изготовляют из проката. Его правят на вальцах, грунтуют, размечают и режут. На автоматических поточных линиях производится резка и сварка без предварительной разметки.
Сварку элементов конструкций проводят на стеллажах, стендах, кондукторах, вращателях и манипуляторах. В процессе сварки кроме широко распространенных кувалды и лома, используются струбцины, эксцентриковые зажимы, домкраты, винтовые распорки, клиновые стяжные приспособления и другая оснастка.
При сварке резервуаров эффективен метод рулонирования, но в трудно доступных местах проводят и полистовую их сборку.
Рулонные заготовки днищ и корпусов цилиндрических резервуаров сваривают из листового проката на 2-х ярусной установке механизировано сварочными тракторами под слоем флюса. На верхнем ярусе проваривают швы с другой стороны листа. На контрольной площадке проверяют качество швов и грунтуют полотнища. Далее наметывают его на шахтную лестницу резервуара или кольцевые каркасы и транспортируют на место установки. Листы днища укладываются от центра к краям и укрепляют сборочными приспособлениями. По окружности делают прямые (до объемов менее
Сварка решетчатых конструкций (стропильные фермы, опоры линий электропередач, мачты,…) выполняется в среде защитных газов или применяется порошковая самозащитная проволока, во многих случаях используется электроконтактная сварка. Сборка элементов конструкций выполняется с помощью кондукторов, пневматических и винтовых прижимов и фиксаторов.
После прихватки ручной электродуговой сваркой соединений освобождают прижимы и переносят форму в кантователь для основной сварки конструкции.
Сварка при низких температурах. В зависимости от марки стали и толщины металла и вида металлоконструкции (табл. 2.4) устанавливается минимально допустимая температура сварки без нагрева. Углеродистые стали допускают более низкую температуру сварки, чем низколегированные. Чем тоньше металл, тем может быть допустима более низкая температура сварки.
Таблица 2. 4..
Допустимые температуры окружающего воздуха при сварке металлоконструкций.
|
Металлоконструкции |
Допустимая минимальная температура сварки для толщин металла, мм |
|||||
|
<16 |
16…25 |
16…30 |
>25 |
30.40 |
>40 |
|
|
Из углеродистой стали: решетчатые листовые Из низколегированной стали при sт< 390 МПа: решетчатые листовые То же, >390 Мпа: решетчатые листовые |
-30 -30
-20 -20
-15 -15 |
- -
- -
0 0 |
-30 -20
-10 0
- - |
- -
- -
Подогрев до 120 ….60 |
-10 -10
0 +5
- - |
0 0
+5 +10
- - |
При очень низких температурах (менее -50 °С) для выполнения сварочных работ необходимы специальные укрытия (тепляки, пневматические оболочки).
Сварка стальных трубопроводов.
Выбор материалов для изготовления и технология сварочных работ определяются назначением трубопроводов, характером транспортируемой среды и значениями рабочих параметров (температура, давление и т.д.).
По рабочим параметрам транспортируемого продукта трубопроводы делятся на 5 категорий и 3 группы. Наиболее сложные и ответственные по качеству сварочные работы выполняются для 1 категории трубопроводов.
Стальные технологические трубопроводы изготовляются из сталей: низкоуглеродистых (Ст10, Ст20, ВСт2сп, Вст2пс, ВСт3сп, Вст3пс), ферритно-перлитных (10Г2, 15ГС, …), мартенситных (15Х5, 15Х8ВФ,…), мартенситно — ферритных (12Х13, …), ферритных (08Х13, 15Х25,…) и аустенитных (08Х18Н10Т, 10Х23Н18, 10ХПН13МВ).
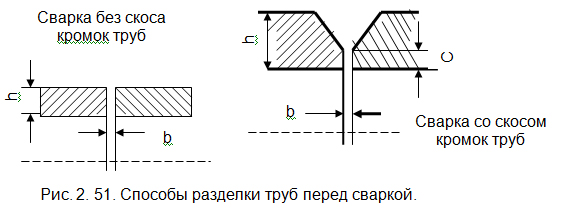
Перед сваркой разделывают концы труб (рис. 2. 51) в зависимости от толщины ее стенок и вида сварки (табл.2.5).
Наиболее эффективна подготовка кромок механизированной резкой. После газопламенной резки кромки реза надо зачищать шлифовальными кругами. На специализированных трубоотрезных станках одновременно отрезаются трубы, делаются фаски и нарезаются резьбы.
Низколегированные стали режут газовым резаком, а легированные — плазмой. Перед резкой поверхность труб должна очищаться от масла, краски, грунтовки и загрязнений.
Таблица 2.5.
Основные виды разделки кромок труб под сварку.
|
Разделка кромок |
Способ сварки |
h, мм |
b, мм |
c, мм |
|
Без скоса кромок
Со скосом кромок |
Ручная электродуговая, в среде СО2 Под слоем флюса Газовая сварка — / - Ручная электродуговая, в среде СО2, в комбинированной среде — / - - / - - / - Газовая сварка - / - - — / - |
2…4 4…6 1…1,6 2…3 3…5 6…8 9…10 12…20 4 5…6 7 |
0,5 1,5 0,5 1 1 1 2 2 1 2 2 |
0,5 0,5 1 1 1 1 1,5 |
Качество стыковых сварных соединений во многом определяется качеством корневого шва. Для обеспечения надежного провара корневого шва используют следующие виды сварки:
- 1. Ручную электродуговую сварку электродами диаметром менее
- 2. Ручную аргонно-дуговую сварку неплавящими электродами малого диаметра 0,8…1,2 мм (обеспечивается лучшее качество, чем при ручной электродуговой сварке).
- 3. Механизированная сварка плавящим электродом в защитных газах (особенно СО2) для низкоуглеродистых и низколегированных сталей.
- 4. Автоматическая аргонно-дуговая сварка (требуется высокое качество подготовки стыка).
- 5. Комбинированный способ (корень шва одним из этих способов, а шов — другими способами).
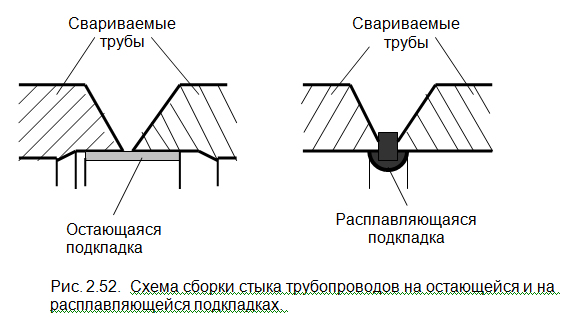
- 6. .Сварка на съемных, остающихся или расплавляемых подкладках (рис. 2.52.). Съемные подкладки используются при сварке магистральных трубопроводов. Остающиеся подкладки используются редко, т.к. они конструктивно сложны, а имеющийся зазор приводит к трещинам из-за динамических нагрузок и коррозии металла. Перед использованием сварных подкладок трубы центрируются. При сварке накладка полностью расплавляется, исключается непровар, обеспечиваются повышенная прочность и коррозионная стойкость сварного шва.
- 7. Сварка с применением флюса-пасты ФП-8 для труб аустенитных коррозионно-стойких сталей. Обмазывается флюсом внутренняя поверхность трубы, формируется при сварке хороший шов.
- 8. Сварка с поддувом защитного газа (аргона) во внутреннюю полость трубы.
- 9. Сварка на флюсовой подушке. На внутренную подкладку наносится флюс или используется флюсомедная подкладка с канавкой, заполненной флюсом.
- 10. Подварка корневого шва изнутри трубы. После наружной сварки изнутри трубы подрубают (шлифовальным кругом, пневмозубилом) корень шва и вновь проваривают. Применяется при сварке труб диаметром более
- 11. Сварка на съемных эластичных неметаллических подкладках из жаропрочного композиционного материала. После сварки подкладки убирают. Они могут быть одно- и многоразового использования
Сборка труб при имеющемся смещении кромок труб выполняется следующими способами:
- Подбивкой (подкаткой) кромок в холодном состоянии или с нагревом до 850 …900 °С.
2. Предварительной калибровкой концов с помощью холодного обжима или раздачи.
- Применением центраторов, совмещающих кромки изменения труб без изменения их периметра.
При ручной электродуговой сварке прихватка и сварка первых слоев должна выполнятся электродами диаметром менее
В зависимости от марки легированных сталей выбирается тип электрода и необходимые режимы предварительного подогрева сварки и термической обработки после сварки.
Сварка арматуры.
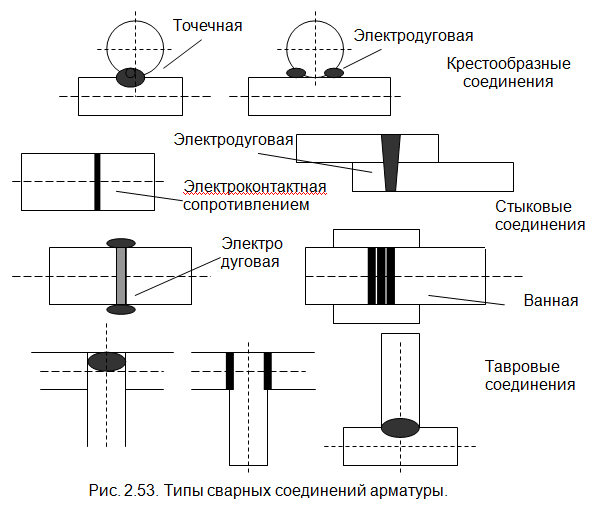
Арматурные сетки для бетонирования и связки кирпичной кладки, железобетонные изделия (плиты перекрытия, балки,…) для обеспечения необходимой прочности имеют стальной каркас и изготовляются методами сварки (рис. 2.53.). При монтаже железобетонных изделий закладные изделия, перемычки между плитами и другие детали также свариваются.
- Используются следующие методы сварки:
- электроконтактная;
- механизированная в среде углекислого газа СО2 ;
- ручная электродуговая (в т.ч. ванная);
- механизированная дуговая под слоем флюса;
- газовая.
Электрод выбирается исходя из класса арматурной стали (А-I, А-II … Aт-V) , способов сварки (ванная или многослойные швы, протяжные швы, в штампованном отверстии, прихватами) и типов соединения (крестообразное, стыковое, нахлесточное, тавровое).
Контактная сварка находит наибольшее распространение при сварке арматуры. Арматурная сталь поступает в виде стержней и в бухтах, правку и резку выполняют на правильно-отрезных станках. Арматура разрезается на специальном станке, зачищаются концы и места сварки так, чтобы был запас очищенной поверхности. На плоских элементах закладных изделий выпрессовывают необходимые рельефы.